磨煤机堆焊的磁控装置
对于宽带极(带极宽度大于60mm)电渣堆焊,由于磁收缩效应,会使堆焊层产生咬边,随着带极宽度增加,堆焊电流增大,咬边现象越重,因此必须采用外加磁场的方法来防止咬边的产生(磁控法)。同时必须合理布置磁极位置,选择合理的激磁电流大小,外加磁场太强或太弱均会影响堆焊焊道的成形。二个磁极的磁控电流应可分别调整。比如对于非预热的平焊位置的工件,当带极为60mm×0.5mm时,磁控装置的南、北极控制电流分别为1.5A和3.5A;对于90mm×0.5mm的带极则分别为3A和3.5A。
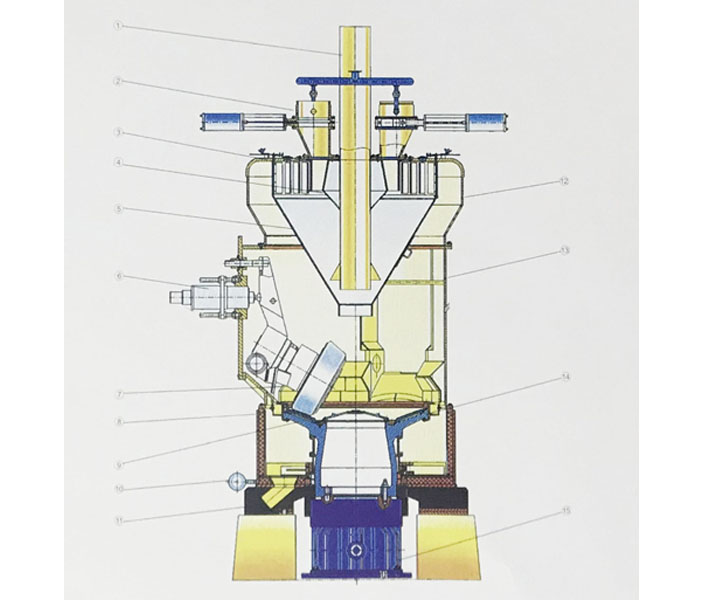
下一条:中速磨煤机的运行特性
相关新闻
- 中速磨煤机的节能原理
- 磨煤机堆焊如何选择合适的焊接方法和堆焊材料?
- 磨煤机修复的步骤有哪些?
- 念念清明,时时当下
相关产品